Safety First – Selecting the Right Position Sensors for Safety-Related Motion Control

POSITAL has introduced an inexpensive and flexible alternative for safety-critical motion control systems. When combined with functional safety PLCs, these devices are suitable for applications that are required to conform to Performance Level/ PL d, Cat. 3, according to ISO 13849. ‘Redundancy’ means that these devices contain two independent sensor systems. The magnetic and optical sensor elements are integrated in a compact housing (58 mm in diameter) that is easy to install. Applications for the new safety-ready encoders range from heavy construction equipment and mobile machines, through crane technology and elevators, to complex stage technology for theatrical or film productions.
Enhanced Safety Through Redundant Feedback
For safety-related equipment, the motion control system should operate in a fail-safe manner. That is, the system should be able to detect faults in the encoders and other sensors that provide position feedback and take appropriate actions to bring the machinery to a safe condition.
A widely used strategy for ensuring that information from the sensor is trustworthy is to build redundancy into the control feedback loops. For each safety-related action of the machine, (e.g. rotation of an elevator’s cable drum, movement of a robot’s arm, or extension of a crane’s boom) two or more semi-independent measurement systems would be installed to monitor the same mechanical motion. This enables the control system to detect sensor errors and avoid dangerous loss-of-control situations. Duplicating each element of the feedback loop by adding extra encoders and communications cables will achieve this goal, but at the price of extra expense and increased mechanical complexity. The additional components will also take up valuable space in complex machinery.
Safety Certified Encoders
An alternative to using this approach is to use special “safety certified” encoders. This type of encoder has two measurement modules installed in a single housing, sharing the same input shaft. A signal processing chip compares outputs from the two modules and – for most devices of this type – shuts down measurements and issues an alarm signal if a discrepancy is detected. Redundancy, in this case, is built into the encoder. Encoders with these characteristics can be designed to comply with Safety Integrity Level (SIL) or Performance Level (PL) standards.
An advantage of safety certified encoders is that they can simplify the development of safety-critical systems. The control system will receive either reliable position data or a clear signal that the encoder has developed a fault. However, this approach can be inflexible when handling failure situations: if the sensors simply switch off, the control system has little guidance as to how to transition the machinery to a safe state.
Certified Devices can be significantly more expensive than ‘ordinary’ encoders largely because of the cost of certification by an independent testing laboratory. And, while these devices eliminate the need for doubling the number of encoders installed, they are only available in a limited number of mechanical configurations. Machine builders may be obliged to modify their designs to accommodate these sensors.
Diverse-Redundant Encoders
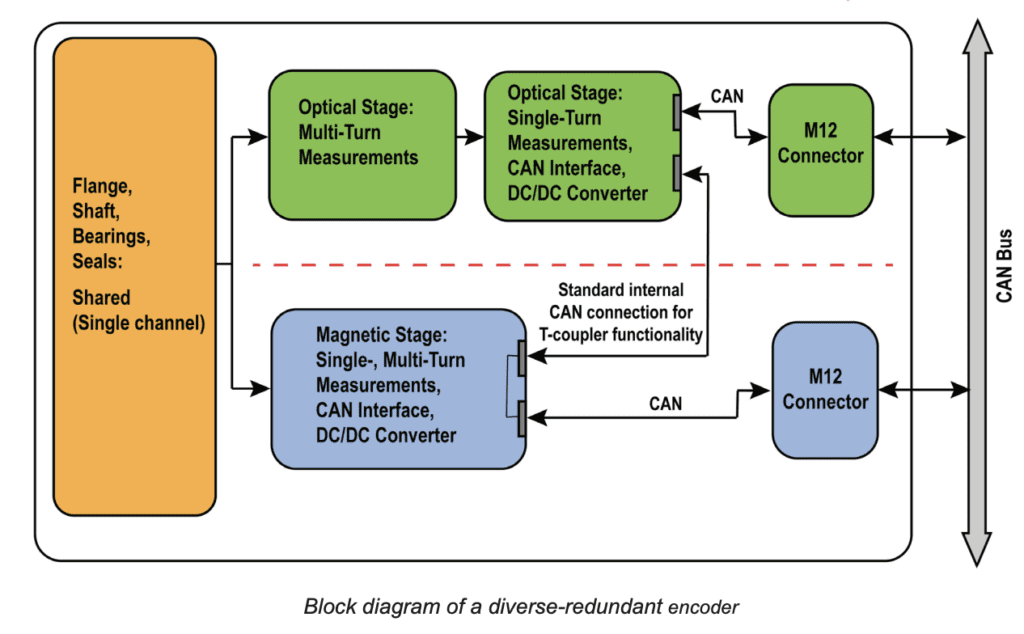
A new type of encoder introduced by POSITAL provides a middle ground between complex duplicate encoder installations and expensive safety certified devices. Diverse-redundant encoders have two measurement modules built into a single housing, sharing a common shaft. However, unlike their SIL or PL-certified counterparts, diverse-redundant encoders do not compare the output from the two measurement channels. Instead, both output signals are transmitted directly to the controller (PLC, or control computer) to be evaluated there. This arrangement simplifies machine layout, since there is only one device to install for each control loop. And, since these devices are not formally certified, they are less expensive than their SIL-rated counterparts. They are also available in a greater variety of mechanical configurations.
An important feature of diverse-redundant encoders is that two different measurement technologies- optical and magnetic – are used for the two measurement modules. This improves diagnostic coverage and reduces the possibility of common cause failures. Both measurement systems are based on well-established encoder technologies designed to operate reliably over a wide range of temperatures. As well, both measurement channels feature battery-free multi-turn rotation counters for zero-maintenance operations. Diverse-redundant encoders are available with a wide range of mechanical options that include aluminum or zinc-coated steel housings, environmental protection up to IP66/IP67, multiple connector types and a variety of shaft and flange designs.
Diverse-redundant encoders support CANopen communication protocols, with J1939 connectivity under development. The CAN controller would “see” two separate devices, measuring the same rotary motion. The controller is responsible for comparing the measurements and deciding whether they are reliable.
Does the lack of device certification put an extra burden on machine builders to prove the safety of their products? The answer depends on the complexity of the design. Even if certified components are used in the design, certification of the complete machine requires an end-to-end assessment of the design, including the way in which the control system handles component failure. Shifting responsibility for fault detection from the device to the controller may require only a minor increase in programming effort.
ISO13849 allows the use of non-certified redundant devices in safety applications, provided there is an end-to-end assessment of the design. By making the controller responsible for the verification of the two measuring channels, instead of the sensor, the designer has more flexibility in responding to the requirements of the application. If it is possible to determine which channel is faulty through a plausibility check, then the machine could be transitioned to a restricted operational mode, relying on information from the surviving encoder. If an impact analysis permits, the system can be kept running – possibly with manual override – until the faulty components are replaced.
Which Approach is Best for My Application?
For simple systems with few motion control feedback loops, the use of duplicate, redundant sensors can be a cost-effective choice. For one-off or low volume products developed under tight time constraints, the convenience of working with SIL or PL-certified encoders (reduced development times, less safety knowledge required) might outweigh the extra cost and limited availability of these devices. For many projects, diverse-redundant encoders can provide a best of both worlds solution. There is only one device to mount on the machine, reducing complexity and space requirements. Meanwhile, the two independent measurement channels provide a sound basis for building machines that can be certified to Performance Level PL d, Cat. 3, according to ISO13849.
With duplicate feedback loops or diverse-redundant encoders, the control system might be able to use other system knowledge to make a reasonable assessment as to which of the redundant measurement system is malfunctioning and whether the surviving system can be relied on to provide useful position data. In this case, the designer might be able to implement a restricted operating mode to extend the availability of the machine for a limited time. In any case, replacement of the defective device would be an urgent priority.
Interested in learning more about safety-ready encoders? Everight can help. Fill out the form below to get in touch with one of our experts.
"*" indicates required fields

 856-727-9500
856-727-9500